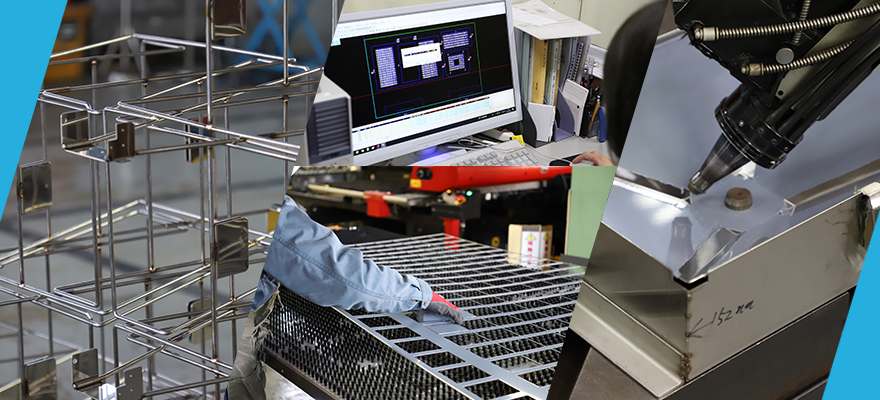
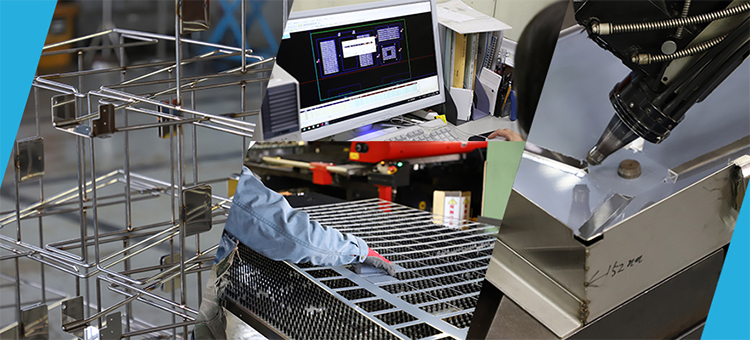
板金加工・プレス加工を中心とした、金属製品加工・製造 カットウエル株式会社 YAGレーザー・精密板金加工から 組立・金属熱処理まで、 製品造りに幅広く貢献します “小回りの利く対応”でどんなシーンでも…